
Why You Should Invest in Machine Vision

Machine vision is rapidly reshaping the industrial market, with new systems combining advanced sensors, neuromorphic chips, and artificial intelligence (AI) to deliver sharper, faster recognition even in challenging conditions. Beyond powering autonomous vehicles and surgical robots, this breakthrough signals sweeping change for sectors where accuracy and awareness are critical.
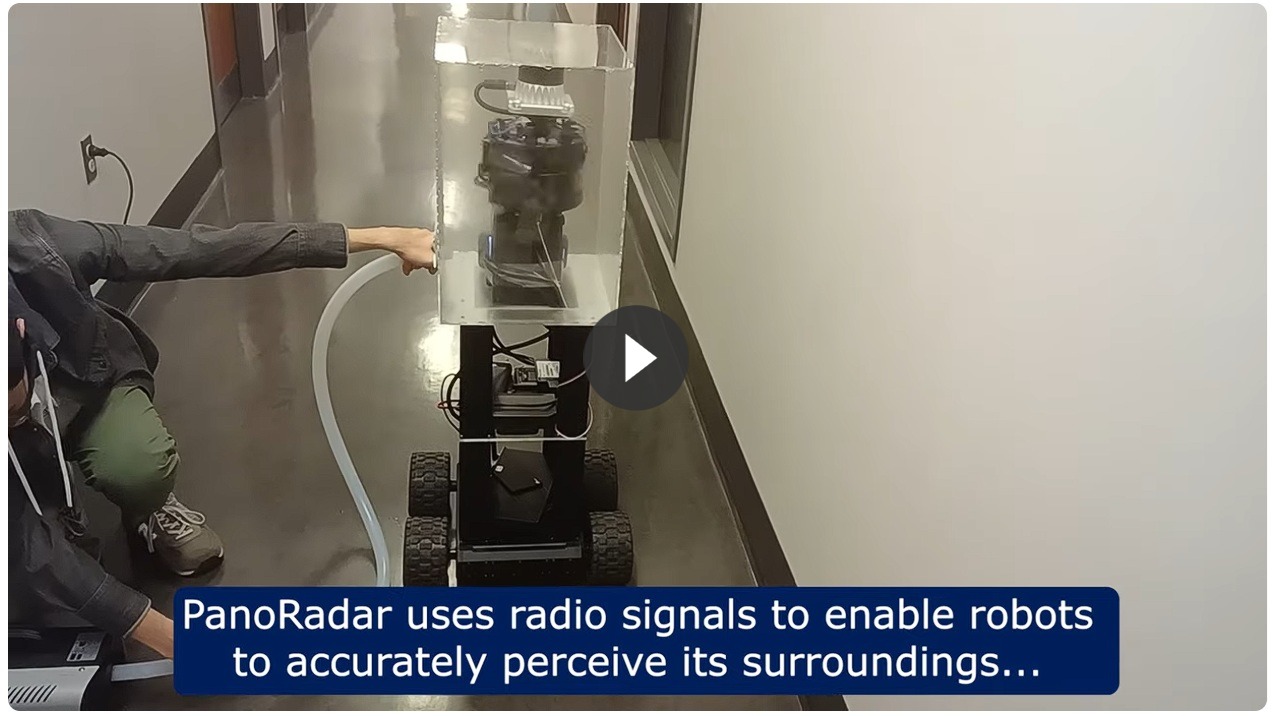
Humans can only see as far as light permits, but machines are evolving past that boundary. Camera vision technology and Light Detection and Ranging (LiDAR) have been the go-to tools, offering detailed images of surroundings. Yet both falter in smoke, fog, or low light, while radar, though capable of seeing through obstacles, produces only coarse images.
Building on this premise, researchers at the University of Pennsylvania’s School of Engineering and Applied Science created PanoRadar, a future-ready system that converts ordinary radio waves into precise 3D maps. By merging the resilience of radio signals with the sharp resolution of visual sensors, the technology gives robots a form of superhuman vision.
Radio waves belong to the electromagnetic spectrum, just like gamma rays and X-rays, though only a narrow band is visible to the human eye. Unlike visible light, they reflect off surfaces in unique ways—an insight that enabled scientists to design robots capable of capturing and turning those reflections into actionable analysis.
The technology could strengthen safety and security by using radio waves to map spaces. It has been tested for finding hidden weapons, monitoring nuclear stockpiles, and could support search and rescue by locating people in difficult places.
It also shows promise for visual inspection and product testing. By creating a unique signature of a room or material, it can reveal changes, identify substances, and even analyze chemical structures without opening or damaging objects.
5 vendors powering the future of machine vision
In 2025, manufacturing quality is shifting fast as machine vision becomes essential. Valued at USD 20.4 billion in 2024 and set to hit USD 41.7 billion by 2030 at 13% growth, the market is driven by AI’s ability to detect micro-defects and boost productivity. With reliability testing now crucial, vendors must prove their systems can consistently deliver.
- Elementary
Through training AI, Elementary improves operational efficiency and removes deployment hurdles. Its cloud-based traceability, universal camera compatibility, and rapid integration support high-mix manufacturing and multi-site operations, addressing labor shortages while ensuring quality control in dynamic environments.
- Cognex
A long-standing leader in machine vision, Cognex delivers comprehensive manufacturing solutions through its vast tool library, AI-driven smart cameras, vision software, and barcode systems. It supports both no-code and advanced customization, but at premium costs and with a learning curve.
- Keyence
Keyence stands out for its simplicity and speed, making it ideal for teams with limited experience. With AI-powered sensors, dynamic lighting, and user-friendly systems, it supports product design and development, though customization and workflows may be limited to Keyence’s platform.
- Omron
Omron helps manufacturers detect defects earlier, streamline workflows, and optimize processes across production lines. That aligns well with the principles of design for manufacturing, which aim to simplify production, improve quality, and reduce costs.
- Zebra
Building on its enterprise asset intelligence expertise, Zebra has emerged as a contender with strengths in fixed industrial scanning and optical character recognition (OCR). Its Aurora platform and Matrox Imaging integration enable lean manufacturing through efficient inspection and track-and-trace capabilities.
(Also read: Top Trends that Shape Automated Testing)
Where vision-guided robots excel
Vision-guided robots are becoming part of test and system development, enabling faster automation and smarter handling across diverse industrial applications.
- Manufacturing operations
These high-tech robots meld speed with accuracy, delivering significant economic value across industries. In aerospace engineering, automated assembly cells have cut cycle times while improving consistency, while in automotive markets, robots adeptly manage irregularly placed parts. Their adaptability reduces errors, streamlines workflows, and ensures higher-quality outcomes, making them an increasingly critical investment for sectors demanding precision engineering.
- Medical technology & electronics
Surgical operations are being reshaped by vision-guided robots, which give doctors sharper views and steadier control than ever before. From molecular imaging that pinpoints tissue to precise tracking of instrument movements, these systems improve safety and outcomes while cutting recovery times. Clinical trials highlight their promise, yet funding hurdles remain a barrier to broader adoption.
(Also read: The Next Big Thing in Wearables)
In supply chain management, vision-powered robotics is automating tasks like sorting, picking, and packing. Its ability to locate items in busy storage areas reduces human error. Equipped with real-time inventory tracking through barcode and QR code scanning, these systems prevent stock issues, cut costs, and deliver the efficiency e-commerce industries increasingly rely on.
- Self-driving vehicles
Driverless cars and unmanned drones are being transformed by machine vision, which equips them with the ability to detect surroundings, avoid obstacles, and make instant navigational choices. Cameras, sensors, and machine learning frameworks allow these systems to adapt in real time, boosting both safety and efficiency. From locating delivery points to managing traffic flow, they reshape mobility.
Advantages of machine vision
More than just smart cameras, machine vision systems unlock practical gains that redefine industrial performance.
- Boosted quality assurance
Machine vision is reshaping production lines by reducing defects and safeguarding brand reputation. By boosting inspection accuracy and automating repetitive tasks, these systems free workers for higher-value roles. They also support product introduction, ensuring new launches meet quality standards from the outset, accelerating time-to-market.
- Cost efficiency
For manufacturers looking to cut waste and raw material costs, machine vision and robot guidance systems identify defects and process flaws early. By simplifying routine operations, they lower labor expenses and errors. Though initial investment is high, long-term efficiency makes them a smart choice for growth.
- Scalability
Built with modular designs and flexible architecture, these robots allow easy upgrades and integration with existing workflows, ensuring long-term relevance as business needs grow. By minimizing downtime, these systems support operational expansion while delivering measurable efficiency gains, making them a key asset for scalable manufacturing.
- Workplace safety
By actively monitoring work environments, vision-guided robots are elevating workplace safety and preventing accidents before they happen. Advanced systems have sharply increased hazard detection and compliance, ensuring personal protective equipment (PPE) use and adherence to protocols. Reducing human exposure to risky tasks, these robots protect employees while sustaining productivity.
- Dynamic responsiveness
Real-time visual data empowers robots to detect process drift, machine wear, and anomalies, turning inspection into a proactive tool for efficiency and compliance. Advanced sensors and algorithms allow machines to adapt instantly to changing conditions, tracking moving objects, and handling irregular items—boosting productivity and minimizing downtime.
The future of machine vision
Machine vision and vision-guided robotics are driving a new era of industrial innovation, transforming manufacturing, healthcare, logistics, and mobility.
As industries continue to evolve, scalable, modular designs and advanced AI make machine vision a strategic investment. From supporting new product introductions to optimizing complex workflows, these technologies are not just tools—they are essential enablers of smarter, safer, and more agile operations.
As one of the Top 20 EMS companies in the world, IMI has over 40 years of experience in providing electronics manufacturing and technology solutions.
We are ready to support your business on a global scale.
Our proven technical expertise, worldwide reach, and vast experience in high-growth and emerging markets make us the ideal global manufacturing solutions partner.
Let's work together to build our future today.
Other Blog


